


球铁钻孔孔口倒角的改善
一、基本情况:
1、设备:OKUMA
2、刀柄:HSK100A 卧加,冷却压力70bar3、零件:工程液压阀,M20x2.5螺纹底孔,孔深30mm,孔口倒角C2.4
4、材料:QT600
5、参数:
Vc=70m/min, fr=0.24mm/rev, Z=2
二、需要解决的问题:
1、孔口倒角面光亮度OK,但是有较细密的振纹
2、孔口有0.1~0.3mm左右高度的毛刺
三、解决方案:
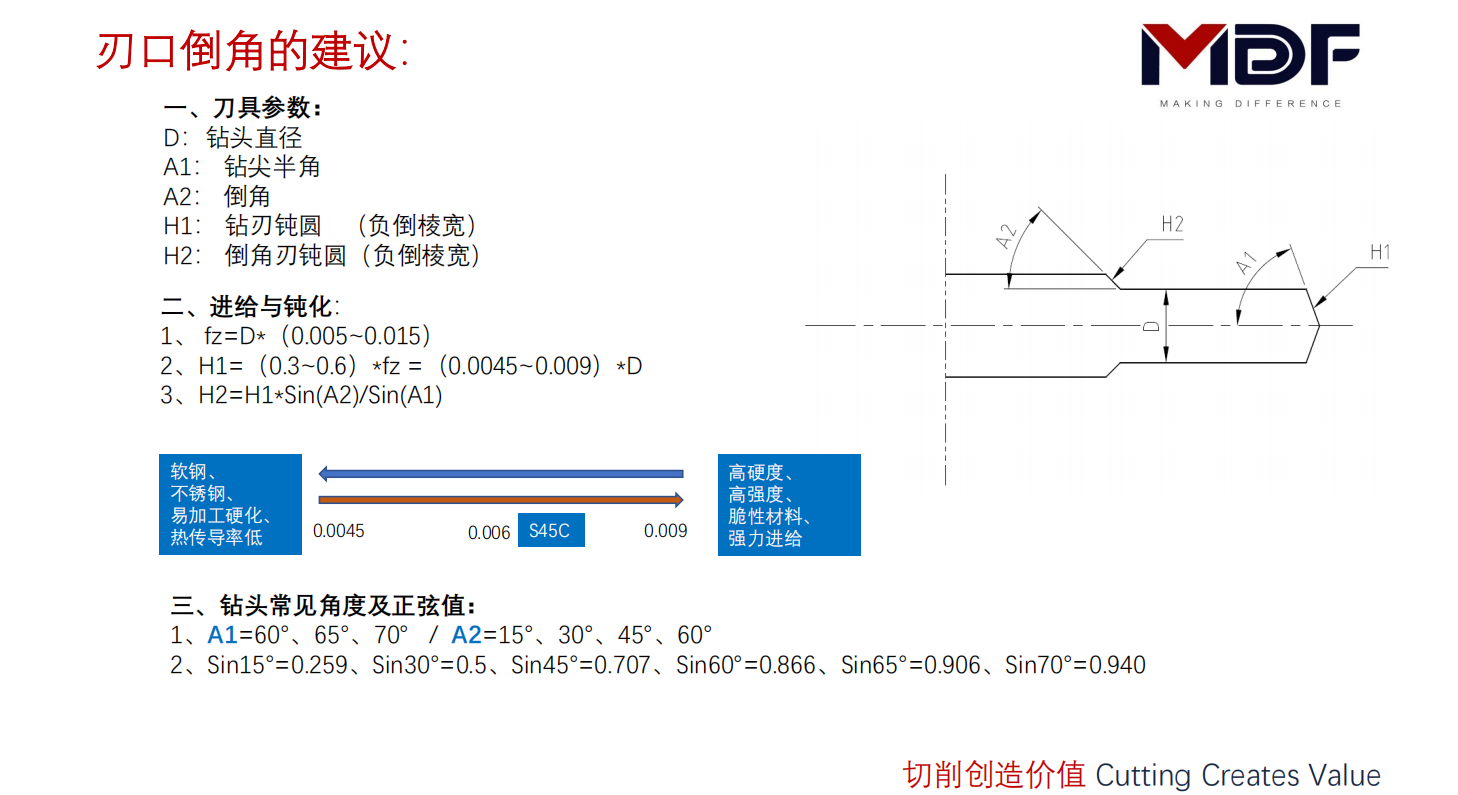
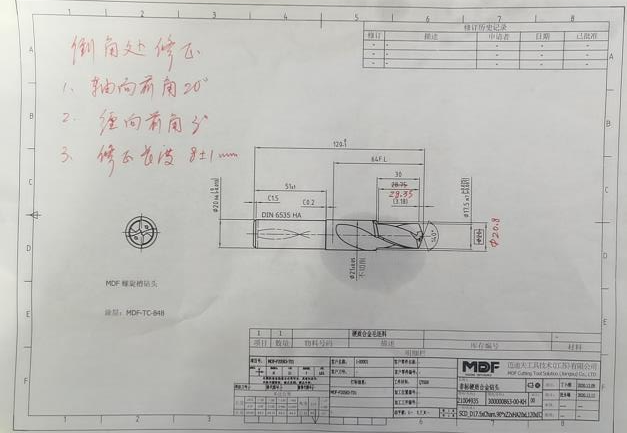
1、倒角处做前刀面修正,轴向前角20°,径向前角3°
2、倒角处刃口钝化值0.06~0.07mm,约等于每刃进给量的50%
四、改善结果:
1、切削参数不变
2、毛刺消除,倒角面振纹消失,面粗糙度合格

分享
推荐文章
-

-
-
设备:Makino M/C 刀柄:BT50卧价,30bar 加工部位:压力切断阀孔 工件材料 :QT500 要求:密封面与螺纹底孔阀芯孔一起加工成型 效率:200%!!! 寿命:3000孔

